
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Valg af fokusposition til laserskæring af forskellige metaller
2025-02-21
I laserskæreprocessen er det at vælge fokusposition, der er baseret på materialetypen, nøglen til at sikre skærekvalitet og effektivitet. Dette tekniske aspekt har fået betydelig opmærksomhed i hele branchen.
1. kulstofstålskæring
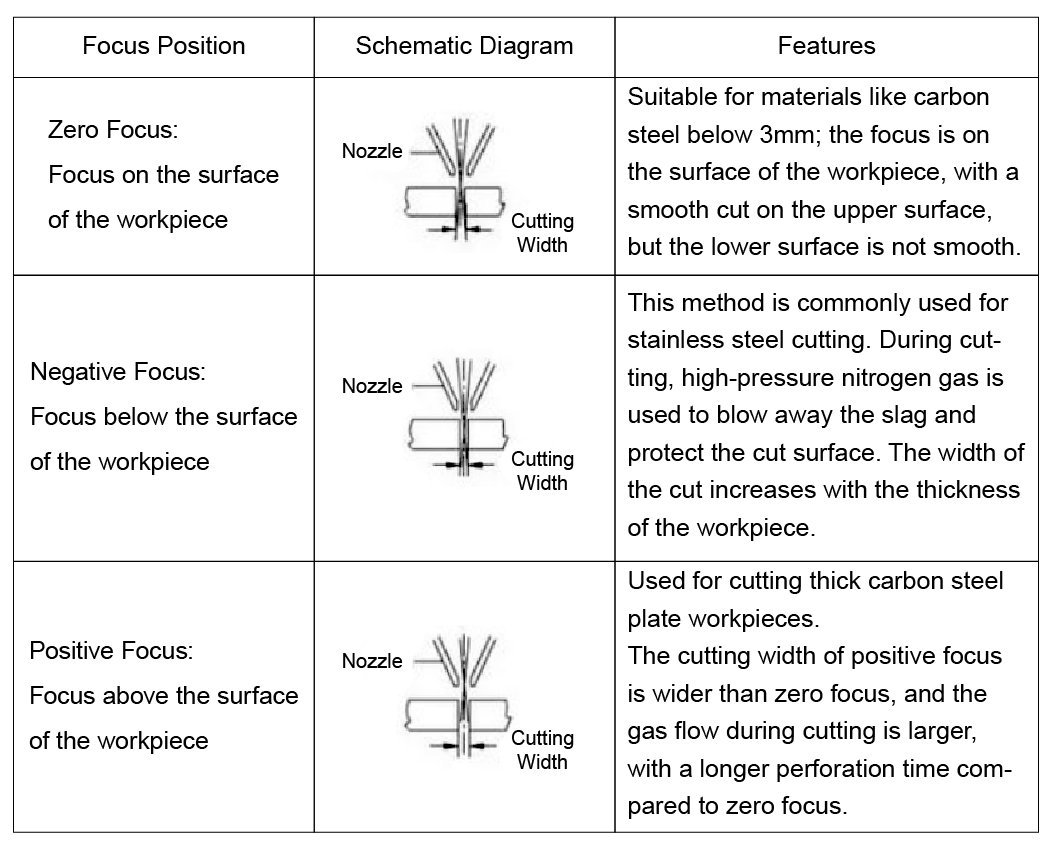
Tynd pladeskæring:Til at skære tyndere plader (såsom1-3 mm), nulfokus, hvor fokus er placeret på overfladen af materialet, bruges ofte. Dette hjælper med at forbedre skærepræcisionen, reducere den varmepåvirkede zone og opnå glattere skårne kanter.
Medium og tyk pladeskæring:Når du skærer mellemstore carbonstålplader (6-16 mm), positivt fokus er normalt det foretrukne valg. Med fokus placeret over materialet spreder laserstrålen mere ved at nå materialets overflade, hvilket hjælper med fjernelse af slagge og resulterer i en lysere, glattere skåret overflade.
Tyk pladeskæring:For plader tykkere end16mm, bruges negativt fokus typisk til at forbedre skærehastigheden, skønt dette lidt kan reducere kvaliteten af den afskårne kant.
2. klip af rustfrit stål
Tynd pladeskæring:Ved skæring af tynde plader anvender kontinuerlige lasere typisk nulfokus for at sikre, at skærefladen er glat, med den øverste overflade nær fokus, der modtager det reneste snit.
Medium og tyk pladeskæring:For mellemstore tykke plader, for at sikre god kantkvalitet, vedtages normalt negativt fokus. Fokus indstilles dybere inden for materialet til at udvide udskæringen og forbedre gas- og smeltet materialestrømning, hvilket sikrer, at der påføres tilstrækkelig energititet på skæreområdet.
3. aluminiumskæring
Tynd pladeskæring:Når man skærer tynde plader, kan både nulfokus og let positivt fokus bruges. Nulfokus giver bedre præcision og overfladekvalitet, mens positivt fokus er egnet, når lodrethed er et kritisk krav. Det sikrer, at udskæringen er lidt bredere øverst end i bunden, hvilket letter fjernelse af slagge og opretholdelse af lodrethed.
Medium og tyk pladeskæring:For mellemstore plader kan både positivt fokus og negativt fokus bruges. Positivt fokus kræver tilstrækkelig laserkraft og hjælpegastryk. Når man bruger negativt fokus, er fokus typisk placeret ved 1/3 til 1/2 af pladens tykkelse, hvilket giver mere stabil skæring og reducerer ruhed på den skårne overflade.
4. kobberskæring
Negativt fokus (fokus under overfladen): For kobber er negativt fokus det optimale valg, især for tykkere kobberplader (6 mm og derover). Negativt fokus øger laserindtrængningen og kompenserer for kobberens høje refleksionsevne og giver laserstrålen mulighed for at fokusere mere effektivt. Dette forbedrer varmen koncentrationen og forbedrer skæredybden og effektiviteten.
Zero Focus (fokus på overfladen):Til tynde kobberplader (1-3 mm), nulfokus er også en gennemførlig mulighed, der giver bedre klipning af præcision og minimering af den varmepåvirkede zone, hvilket reducerer kantdeformationen under skæring.
Ved at vælge den passende fokusposition kan laserskærende effektivitet og kvalitet forbedres markant for forskellige metalmaterialer. Valget af positivt fokus, negativt fokus eller nulfokus bestemmes primært af tykkelsen, termisk ledningsevne og reflektivitet af materialet. I praksis sikrer den korrekte fokusposition glatte skærekanter, kontrolleret skæredybde og minimerede varmepåvirkede zoner, hvilket resulterer i optimal behandlingsydelse.



