
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Forståelse af trådfodring i laser svejsning
2025-01-20
Trådfodringsteknologi inden for lasersvejsning er en nøglekomponent til opnåelse af svejsning af høj kvalitet. Ved rimeligt valg af trådmateriale, diameter, trådfodringsmetode og nøjagtigt kontrol af ledningsfodringshastighed, svejsningseffektivitet og ledkvalitet kan forbedres effektivt. Følgende beskriver arbejdsprincippet for trådføder, trådvalg, trådfodringshastighed og andre tekniske punkter.

1. Arbejdsprincippet om trådføder
Trådføderen er en enhed, der er specielt brugt til at levere svejsningstråd til laser svejsningsområdet. Dens arbejdsproces inkluderer følgende hovedforbindelser:
Trådfodringsmotor:Trådføderen driver trådfodringssystemet gennem motoren for at skubbe svejsetråden ind i svejsepistolen.
Wire Feed Tube:Trådføderen fører svejsningstråden ind i svejsepistolen gennem et slank leveringsrør. Trådfoderrøret er normalt designet i en buet form for at sikre, at svejsningstråden kan fodres glat.
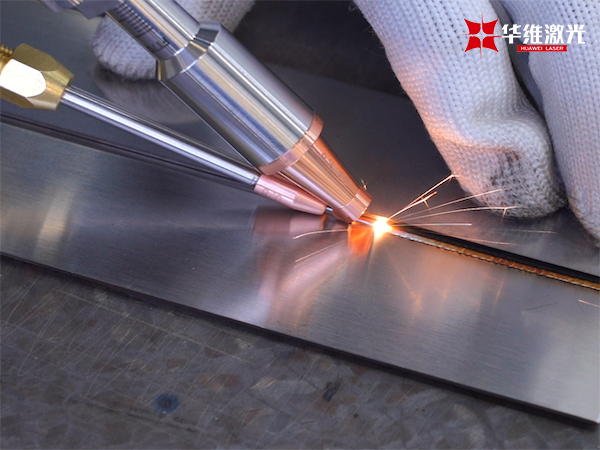
Tråddyse:Svejstråden, der leveres til svejsepistolen, kommer ind i svejseområdet for laserstrålen gennem dysen og virker på svejsningsdelen sammen med laserstrålen.
Trådfodringssystemet skal normalt arbejde synkront med lasersvejsningsudstyret for at sikre den nøjagtige levering af svejsningstråden og den effektive bestråling af laserstrålen, hvilket sikrer stabiliteten af den smeltede pool og kvaliteten af det svejsede led.
2. Valg af svejsningstrådmaterialer
Valget af svejsetrådmateriale påvirker direkte svejsekvaliteten og ledstyrken. Forskellige basismaterialer kræver forskellige typer svejsningstråd for at sikre ydeevnen for det svejste led. Almindelige svejsetrådmaterialer inkluderer svejsning af rustfrit stål, aluminiumslegeringsvejsledning, kobbersvejsningstråd osv. Følgende faktorer skal overvejes, når man vælger:
Basismateriale Matching:Den kemiske sammensætning af svejsningstråden skal matche basismaterialet for at undgå svejsefejl på grund af materiel uforenelighed.
Mekaniske ejendomskrav:De mekaniske egenskaber (såsom styrke, hårdhed osv.) Af svejsetrådmaterialet skal opfylde applikationskravene for at sikre, at leddet har tilstrækkelig styrke.
Korrosionsbestandighed og høj temperaturresistens: For dele, der bruges i visse specielle miljøer, skal korrosionsmodstanden og høj temperaturresistens af svejsetråden også opfylde relevante standarder.
3. valg af tråddiameter
Størrelsen på tråddiameteren påvirker filtmængden direkte, smeltet poolkontrol og svejsningshastighed på svejsning. Det almindelige tråddiameterområde er normalt mellem 0,8 mm og 2,4 mm, og det specifikke valg afhænger af følgende faktorer:
Tykkelsen af forældrematerialet: tynd pladesvejsning bruger normalt en tyndere ledning (såsom 0,8 mm eller 1,0 mm) til nøjagtigt at kontrollere den smeltede pool, mens tykke plader kræver en tykkere ledning (f.eks. 1,6 mm eller 2,0 mm) til at tilvejebringe tilstrækkeligt fyldmateriale.
Svejsningsposition:For horisontale eller hængende svejsefuger er tyndere ledninger lettere at kontrollere den smeltede pool og reducere svejsefejl forårsaget af overdreven smeltede puljer.
Svejsekraft:Et lasersystem med højere effekt kan matches med en tykkere ledning for at tilvejebringe mere fyldningsmetal til at imødekomme svejsekrav med høj styrke.
Valg af den rigtige tråddiameter hjælper med at forbedre svejseeffektiviteten, reducere svejsefejl og sikre kvaliteten af det svejste led.
4. hvordan man foder ledningen i svejsepistolen
Tråden føres normalt ind i svejsepistolen gennem trådfoderrøret på trådføderen. Processen med at fodre svejsningstråden ind i svejsepistolen er meget præcis, og der er normalt flere måder:
Mekanisk trådfodringssystem:Svejsningstråden køres ind i trådfodringsrøret af motoren og drivhjulet, og derefter føres svejsningstråden ind i laser -svejsningsområdet gennem styresystemet.
Pneumatisk trådfodringssystem:Gas (såsom nitrogen eller komprimeret luft) bruges til at skubbe svejsningstråden langs trådfodringsrøret. Denne metode er relativt enkel, men den kræver nøjagtig luftstrømskontrol for at forhindre, at svejsningstråden afbøjes eller sidder fast.
Trådfodringsprocessen skal sikre, at svejsningstråden er glat, ubrudt og ikke forstyrrer andre komponenter. Designet af svejsepistolen har normalt en guide -enhed til at sikre den nøjagtige docking af svejsningstråden med laserstrålen.

5. Trådfodringshastighedskontrol
Trådfodringshastighed er en af de vigtigste parametre i lasersvejsning. Valget af trådfodringshastighed skal overveje laserkraft, svejsehastighed, tråddiameter og størrelsen på den smeltede pool. Normalt skal ledningsfodringshastigheden synkroniseres med hastigheden af lasersvejsning for at sikre, at svejsetråden kan føres ind i den smeltede pool med en stabil hastighed.
Overdreven trådfodringshastighed:Kan forårsage for meget fyldningsmetal, øge den smeltede pulje af leddet for stort eller overfyldning, hvilket kan forårsage svejsefejl.
For langsom ledningshastighed:Det kan føre til utilstrækkelig svejsningstråd, for lille smeltet pool, utilstrækkelig styrke ved svejseleddet og endda ufuldstændig svejsning.
For nøjagtigt at kontrollere trådfodringshastigheden er moderne trådfoder generelt udstyret med højpræcisionsstyringssystemer, som automatisk kan justere trådfodringshastigheden i henhold til realtidsfeedback af svejsningsprocessen (f.eks. Laserkraft, svejsehastighed, smeltet pooltemperatur osv.) For at sikre stabiliteten og høj kvalitet af svejseprocessen.

Hvis du vil lære mere om Laser Welding Technology og Wire Feeding Solutions, bedes du kontakte Huawei Laser. Huawei -laser fokuserer på forskning og udvikling og anvendelse af lasersvejsningsteknologi, der leverer omfattende teknisk support og tilpassede tjenester til at hjælpe virksomheder med at forbedre svejseteknologi og produktionseffektivitet.


